The coefficient of friction is one basic property of materials. When two objects over each other have relative
motion, the mechanical force on the contact surface that resists the relative motion is frictional force. The frictional
performance can be reflected by the coefficient of static friction and the coefficient of dynamic friction.
1) The static frictional force is the maximum resistance force when the relative motion starts between the two contact surfaces. The coefficient of static friction is the ratio of static frictional force and its normal force.
2) The dynamic frictional force is the resistance force when relative motion keeps at a speed between the two contact surfaces.The coefficient of kinetic friction is the ratio of kinetic frictional force and its normal force.
The coefficient of friction is between two contact surfaces, so it must be specified with the material types of friction
surface,testing conditions (temperature and humidity, load, speed, etc.) as well as sliding materials.
Testing methods of the coefficient of friction are mainly divided into surface friction and sliding friction.
Based on the experience, the applicable COF for flexible packaging material production is generally less than 0.3, around 0.2x. However, during production, the COF can be over 1. For example, the coefficients of friction of CPP can be detected as μs=1.489 (even up to 1.8)and μd=0.591. According to the physical theory, the COF is certainly not more than 1, but during the production, the COF over 1 can normally happen for the above mentioned material, when the adhesion occurs and when the film is just off the production line or just before curing.
If the film just off the production line is tested for the COF, the frictional force will be around 3N so it will not be
accurate to do the test with 3N load cell. Moreover, load cell service life will be largely reduced or load cell may be
damaged if the results are around its testing limit, therefore, our 5N load cell is more applicable.
• Applications
Coefficient of friction (COF) is an important physical index of the film for packaging. During each phase of the packaging production, the film is all pulled by the manufacturing equipment. As we know, the frictional force in the process can be power or resistance; therefore, the connection between the film and the equipment should be fully considered in pulling. In other words, the COF of the packaging film must be detected accurately and set in a certain range (generally 0.3), to ensure the uniformity and smoothness of film to be pulled effectively by the manufacturing equipment. Moreover, the proper COF between the films and COFs between the film and the
equipment make the packaging processing and downstream packaging operation become convenient, smooth and efficient. If the coefficient is too small, it will cause packaging film breakage or slippage, which will further cause huge economic losses because of the bad production line flow. If the coefficient is too big, it will lead to the substantial energy waste and the unnecessary extra material expenses.
For example,the inner layer COF of automatic packing roller should be small to ensure good performance for filling, but the outer layer COF should be proper, because bigger COF will cause more resistance in packaging process while smaller COF may cause slippage to have inaccurate electric eye tracking and cut-off positioning.
For gravure printing, the COF between printing equipment and printing materials (film) plays a very important role in printing quality and printing speed. The automatic film roller for printing generally requires small inner COF and proper outer COF. The bigger outer COF will cause big resistance in the printing process, and further lead to tensile deformation influencing printing results. The smaller outer COF may cause slippage during pulling to non-accurate results from correction system and printing fastness reduction as well as bad effect on the speed. In addition, the low ink fineness and the coarse pigment particle will cause bigger COF during printing and bigger COF will result in the low printing resistance of the printing plate and other effects on printing plate as well as uneven ink transferring and distribution in the printing process, which will further cause wastes because of the improper COF.Therefore, the smoothness of the film surface should be proper to ensure the high speed printing. Generally, under normal temperature, the COF of film surfaces should be between 0.2 and 0.4.
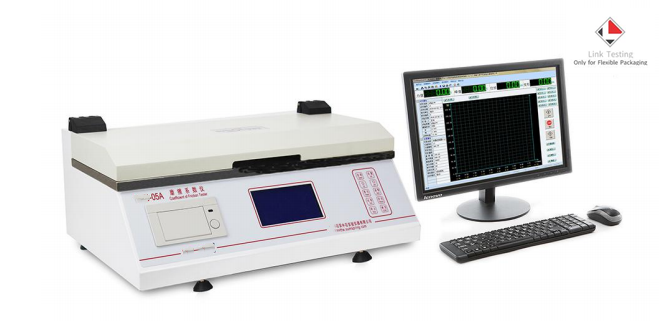
1) Link Testing COF testers conform to multiple standards and user can select testing methods as required without parameters setting. Strictly designed according to standards, the function of automatic static/dynamic COF zeroing can avoid the error and even invalid testing result caused by manual zero setting. The automatic delay timing ensures enough touching time between tested specimens to ensure the testing accuracy. The sliding plane and the sled are treated by degaussing and remanence detection which effectively reduce the system error.
2) The load cell with high accuracy and large range ensures the accuracy of testing results, and also protects itself effectively in the case of large frictional force. High quality parts and components ensure the tester operation without vibration and noise, which further guarantee the stability and accuracy of testing results.
3) Professional operating software supports statistical analysis of group specimens, superposition analysis of test curves and other practical functions like parameters setting, printing, viewing and clearing, which is convenient for the user to have better observation and easier data analysis.
4) Link Testing COF testers can give the evaluations on coefficient of oscillation and confidence degree. The coefficient of oscillation can give a complete analysis of surface state. The confidence degree can give a complete analysis and judgment of material smoothness status, and can also eliminate some factors leading to wrong results.
Note: Definitions of the confidence degree and the coefficient of oscillation
a) The confidence degree refers to the discreteness of group data for the group tests. It is used for characterizing the repeatability and uniformity of the results.
b) The coefficient of oscillation is mentioned fora single sample test and it refers to the maximum deviation of average data. It is usually preset as 40% ~ 60%, but the valid coefficient should be less than the preset value. If the deviation is too large, the sample will be proved as not smooth and the system will automatically alarm. The coefficient of oscillation is mainly used to determine the performances of the material or its surface smoothness.
Because of the material itself, the test data could fluctuate largely to affect the final result, but after the introduction of coefficient of oscillation, user can discover this problem timely to determine the effectiveness of the final result.
5) Sleds of specific weights can be customized to meet demands from customers.
1. Laboratory conditions
1.1 No combustible or explosive hazardous articles. No intervention of intense electromagnetic wave or
electric spark. Well-ventilated room required.The workbench must be flat and steady. There should be
breezeless in the room. Keep constant temperature and humidity in the laboratory.
Temperature: 73.4℉±3.6℉ (23 °C ± 2 °C )
Relative humidity: 50±5%RH
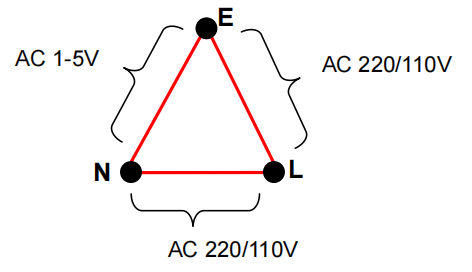
1.2 The power supply should be single-phase AC 220/110V±10%(customizable) , 50/60±0.5Hz and be connected to the
earth reliably. Forbid hanging earth wire in the air. Neutral wire and Earth wire cannot be connected. The instant fluctuation of voltage between live wire and neutral wire should be less than5V. If it’s bigger, the user must purchase a stabilized voltage supply with power consumption 1KW to meet test requirement.
Forbid connecting the power supply with two live wires. The circuit layout shall conform to below
diagram. Otherwise, the user is responsible for the delay of instrument training or any damage to the instrument(s).
At least two three-pin socket is needed.
1.3 Dimensions of workbench: Width>80cm, height: 80~100cm is recommended, length >1.2m
At least one workbench as described above is required. It can stand more than 100Kg pressure per square meter.
2. Apparatus
| Item | Specifications | Quantity | Unit |
| Tools for cutting samples | knife, straight ruler and rubber pad (See Fig. 1) | 1 for each | Piece |