Source: Link Testing Instruments Co.,Ltd.

In the process of the initial development of the infusion method from the open type to the current fully enclosed type, the infusion set has also been transformed from the original glass bottle to a simple polyvinyl chloride (PVC) soft plastic infusion bag. The material of the current infusion bag is also changed from non-environmental protection. The PVC material is upgraded to a non-PVC composite film soft bag that fully meets the environmental protection requirements. The material quality of the non-PVC composite film infusion bag meets the standards of European, Japanese and American pharmacopoeias. It has high moisture resistance and oxygen resistance, and is suitable for packaging most liquid medicines. The infusion bag of this kind of material uses polypropylene (PP), polyethylene (PE), polyamide (PA) and a variety of elastic materials (SEBS) to produce a co-extruded film under a class 100 clean condition through a co-extrusion process.
The middle and outer layers of non-PVC composite film infusion bags are mostly made of materials with higher density of PP and PA, which can effectively improve the mechanical strength of the infusion bag on the basis of enhancing the barrier of the infusion bag to external water vapor and oxygen, and it is not easy to break and is convenient for transportation. And storage. However, the inappropriate proportion of PP, PE, PA material in the infusion bag of this kind of material or the improper operation of the production process will easily cause the mechanical strength to decrease, that is, the tensile strength and tensile deformation rate of the bag body material will decrease, and the bag body will be easy to break; In the process of heat-sealing the edges of the infusion bag, if there are problems such as “virtual sealing” due to too low heat sealing strength, or “undercutting” or “root breakage” caused by excessive heat sealing, the infusion bag is also likely to fail. Cracks at the sealing edge occurred during transportation and storage. Therefore, it is very important to monitor the mechanical properties of the non-PVC composite film infusion bag, such as the toughness and the pressure resistance of the bag. This article starts with the testing of the two performance indicators of tensile strength and burst pressure, combined with the LTS-05 intelligent electronic tensile testing machine and LTMFY-06s leakage and sealing strength tester independently developed by Link Testing Instruments Co.,ltd. The reason for the rupture of the PVC composite membrane infusion bag and its monitoring plan provide a reference for the pharmaceutical industry.
Testing Standard Requirement
At present, the Chinese testing of the tensile strength of infusion bags follows the YBB00112003 "Tensile Performance Determination Method", which is specialized in testing the tensile properties of medical packaging.
There is no clear test method standard for the burst pressure test of infusion bag at present. This article adopts the USA ASTM F1140 "Test Method for Resistance to Internal Pressure Damage of Unconstrained Packaging" to detect the burst pressure of the infusion bag, verify the location where the infusion bag is prone to rupture, and combine the above tensile strength test results to determine that the rupture is caused by the infusion bag pulling The deterioration of elongation performance is caused by imperfect sealing or excessive heat sealing.
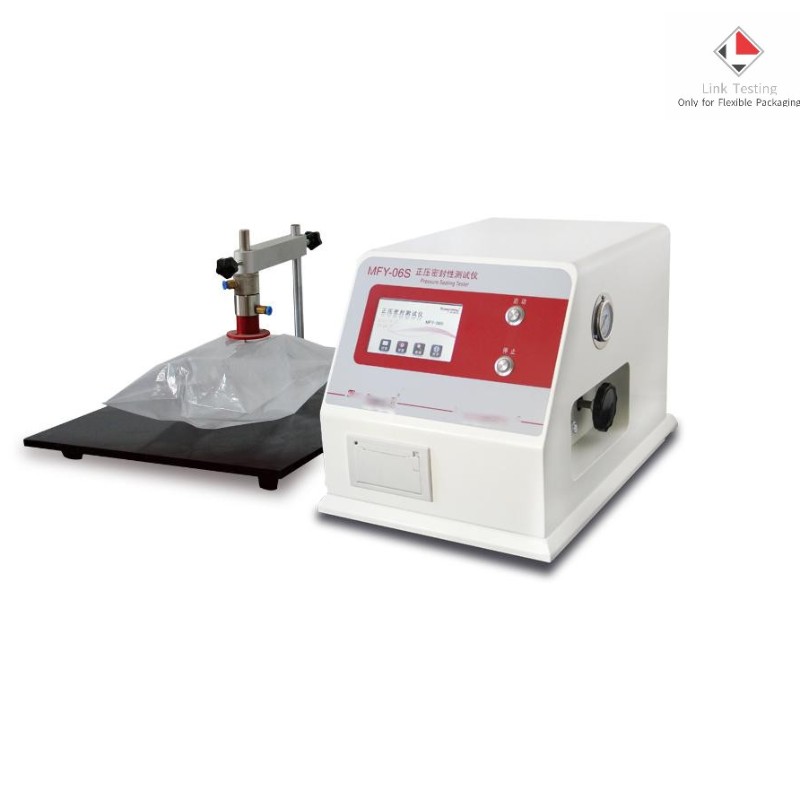
This test involves two types of testing equipment, namely the LTS-05 intelligent electronic tensile testing machine and LTMFY-06s leakage and sealing strength tester produced by Link Testing.
Test sample: a certain brand of glucose infusion bag (non-PVC composite film material).
Testing procedure:

1. Test process of tensile strength index:
(1) According to the requirements of YBB00112003 standard, use a sample cutter to evenly cut 5 type II dumbbell sample strips along the longitudinal direction of the infusion bag sample.
(2) Place the sample in an environment of 23 ± 2°C and 50 ± 5% RH for more than 4 hours, and conduct the test under this condition.
(3) Within the gauge length of the sample, use a measuring tool with an accuracy of 0.001 mm on both the upper and lower sides to measure the thickness of three points on the sample, and use a measuring tool with an accuracy of 0.1 mm to measure the thickness of three points on the sample. The width of the point, calculate the arithmetic mean.
(4) Clamp the sample between the upper and lower clamps of the testing machine, so that the longitudinal axis of the sample coincides with the centerline of the two clamps, and the clamps are tight.
(5) Set test parameters such as sample width, test speed, initial distance between the two clamps, and sample thickness.
(6) Click the start test option to start the test. The instrument automatically records and calculates the tensile strength of the sample.
(7) Follow the steps (4) ~ (6) until all sample strips have been tested.
(8) The test method of the transverse sample of the sample repeats the above steps to complete.
2. Test process of burst pressure index:
(1) Place the infusion bag sample in an environment of 23 ± 2°C and 50 ± 5% RH for more than 48 hours.
(2) For a sealed infusion bag sample, take a probe to pierce a part of the bag and pressurize the inside of the bag.
(3) Choose the "rupture test" method in the ASTM F1140 standard, place the completely sealed infusion bag on the LSSD-01 leak and seal strength tester, and carefully insert the booster probe into the center of the bag.
(4) Record the position of the insertion point, and make all the probe insertion holes of the tested sample at the same position.
(5) When inserting the probe, avoid piercing the other surface of the infusion bag. If the packaging material is easily torn, tape or other equivalent means should be used to strengthen the mechanical strength of the material at the insertion point and its vicinity.
(6) Click the start button to start the test and inflate the bag to inflate it. Continue to pressurize until the bag body ruptures.
(7) Check the infusion bag after the test, and record the position and type of rupture (bag body or seal) and the pressure value at the time of rupture.

Test Results
The burst pressures of the three samples of the non-PVC composite film infusion bag tested in this article were 80.6 KPa, 71.1 KPa, and 72.4 KPa, respectively, and all three samples ruptured at the root of the right side of the infusion bag. The average longitudinal and transverse tensile strengths of the 5 samples of the infusion bag were 35.77 MPa and 28.40 MPa, respectively. Therefore, the tensile strength of the infusion bag sample is analyzed from the results of the tensile strength, and combined with the burst pressure test results, it can be determined that the easy rupture position of the infusion bag is mainly located at the root of the right side seal, indicating that the right side of the infusion bag is over-sealed. , Easy to cause root breakage.
For more details please visit www.linktesting.org